
Home












Tác quyền trong phần ‘Về Pháp lý’ – tất cả thuộc về Công ty Vina Tâm, ‘vinatam’ 2009 – 2020©




- DSC Việt Nam - Đối tác tin cậy của nhà in / Product-List
- DSC: dịch nước máng và phụ gia DSC / Fount
- DSC: Dung dịch Rửa lô và Cao su / Washes
- DSC: Vẹc-ni gốc nước / Varnish
- DSC: DD hiện bản DSC / Plate Chem
- DSC: Các sản phẩm khác của DSC / Sundries
- -----------------------------------------------------------
- Kẽm in offset, hiệu PLATES (Siêu Ấn)
- Vẹc-Ni, Varnish & Coatings
- Mực in offset tờ rời, hiệu Number One
- -----------------------------------------------------------
- Cao su offset ContiAir / Vulcan
- -----------------------------------------------------------
- Phụ tùng ngành in và những sản phẩm khác
- -----------------------------------------------------------
- Weilburger-Graphics Vẹc-Ni Coatings
- -----------------------------------------------------------
- Máy In Offset 4 mau DION450
- -----------------------------------------------------------
- TECHKON Densitometer
- -----------------------------------------------------------
- Application-Consulting


- Technology-------------------------------------------
- Từ ngữ kỹ thuật in / Glossary EN-VN
- -----------------------------------------------------------
- Thuật Ngữ Ngành In / Color Terms
- -----------------------------------------------------------
- CtF - CtP: Dot Gain
- -----------------------------------------------------------
- Alcohol free Offset Printing
- Water Chemistry in Printing
- Acedin Plano 4105 for IPA free Print
- EasyCoat Fujifilm
- Uniwash PR2039MY Vinatam




vn_S49_9 WaterChem


ACEDIN ...
in ấn an toàn với
ACEDIN D



ALU NET
STABILAT










Bao bi




Rubber Roller
best Quality.
Give it a try!
Lô Cao su
chất lượng tốt
nhất. Hảy thử
dùng xem!
for: Heidelberg
Man Roland
Komori
Mitsubishi
KBA
Koenig Bauer
Good Quality!
Certified
WATER CHEMISTRY FOR PRINT AND PACKAGING from Vinatam
v6b
What Information you can find on this page about Water in Printing Process:
Terms of Water Chemistry
pH
Hardness
Alkalinity
Conductivity
Effects
Alkalinity Alters pH
Impact of Metals
Water Treatment
When to Treat Your Water
Treatment Systems
Benefits – Real or Imagined
Summary of Water Data
Classification of Tap Water
Characteristics of Treated Water
Conductivity and pH on Press
Conductivity
pH
pH Buffers
Maintaining Process Control
Benefits of Buffered Solutions
Conductivity as a QC Tool
Monitoring
Interpretation of Results
Contamination
pH Effects
Summary
TERMS OF WATER CHEMISTRY
This booklet is intended to serve as a guide for printers; it is practice and not just taken from a chemistry book nor is it intended for
chemists. It contains some simplifications and generalizations that make it easier for you to understand and use “Water Chemistry”.
While the lithographic process consumes fairly large quantities of water, most printers do not think of it as a raw material.
You should!
Lithography is both chemical and physical, and the type of water you are using will affect the printing process.
Water is water – yes or no?
The answer is yes, but what is dissolved in your water is quite variable and very important. If you look at what happened to the water from the
time it was “pure” rain (distilled) until it emerged from the “tap,” you can get some idea about what it may contain. Was it run off from agricultural
fields, snow that melted into a reservoir, or perhaps it percolated through limestone to become deep well or spring water?
Each of these histories will impart a unique character to the water.
pH
pH is a number that describes the number of acid ions (hydrogenions) present in water. Pure water has a pH of 7.0. This means that the water
contains 1x10-7 moles of hydrogen ions per litre. You can see that working with the pH is much easier than using the concentration numbers. As
the pH decreases by one unit, the acid ions increase by a factor of ten. pH 4 is mildly acid, while pH 2 and below is strongly acid. pH's greater
than 7 are referred to as alkaline solutions.
HARDNESS
Total Hardness of water is the sum of the dissolved metal ions. Metals are primarily introduced from dissolving minerals. Common metals
dissolved in water are magnesium, sodium, calcium and iron. The level of each of the metals depends on what types of minerals have dissolved
into the water. Geographical location is an indicator of what type of water to expect.
Calcium is of special concern, because it can cause problems like toning, short plate life and roller glazing.
ALKALINITY
Total Alkalinity - think of the alkalinity of water as the ability to neutralize the acid in the fountain solution. The working pH is determined largely by
the buffer system used and the alkalinity of the water, NOT by the concentration (kg per Litre) of fountain solution you are using.
Often alkalinity and hardness are considered together because “hard” water is also usually alkaline.
Here is the reason.
As water slowly filters down through common limestone rock, the calcium and magnesium carbonate (MgCO3 and CaCO3) minerals dissolve into
the water. The magnesium (Mg++) and calcium (Ca++) ions then make up the hardness, while the carbonate (CO3- - ) affects the alkalinity.
CONDUCTIVITY
Conductivity is the ability of a water solution to conduct electricity. It is a measure of how much (not what) material is dissolved in water.
Conductivity alone is not adequate to characterize the water. More will be said about this topic later.
EFFECTS
You may be interested to understand the influence these various dissolved chemicals have on the printing process.
ALKALINITY ALTERS pH
First, and most noticeable, is the effect alkalinity has on the working pH. As the alkalinity increases, the pH of your working solution will rise. To
compensate for alkaline water, you will need to use a more acidic fountain solution. You may be wondering why not simply use more or less
fountain solution? Most modern fountain solutions are “buffered” and using more will not generally change the pH very drastically. Even if you can
obtain the pH you want, there will be undesirable side effects caused by over or under use.
Generally, most heatset processes operate best at pH 3.6 to 3.8 (in the fresh solution). Starting with the pH slightly on the low side will tend to
compensate for the effects of contamination from paper, ink, plate cleaners, etc. This range offers good chemical cleaning of the non-image while
not causing any plate deterioration.
Sheetfed printing is generally conducted at a pH from 3.6 to 4.5. At this pH sufficient desensitisation occurs, while preventing any retardation of
the drying reaction due to excessive acid content in the printed ink. This “oxidative” drying is very similar to that of oilbased paints, and if the pH
(acid content) of the printed ink is below 3.6, there may be some increase in the drying time.
IMPACT OF METALS
Consider now the impact of the metals that cause hardness – most commonly magnesium, iron, and calcium.
The magnesium is not a problem and is even an occasional fountain solution ingredient. Iron can be a real problem, causing corrosion in the
background of the plates. The citric acid buffer system frequently used today will bind some iron and should prevent problems. If the water is
very high in iron, water treatment may need to be considered. Calcium is the common “hardness” metal that can plague the
lithographic chemical process. The positively charged calcium ions (Ca++) will react with the negative ions from the fountain solution like
phosphate (PO4- - ) or citrate and, in effect rob the working solution of ingredients. Calcium also reacts with other materials to form what are
called insoluble “calcium soaps.” These compounds can be deposited onto plates, rollers or blankets causing glazing, toning in non-image areas,
plate blinding and numerous other problems. The fountain solution should contain ingredients that will prevent these calcium symptoms when
designed for use in hard water. Alkaline coated papers and certain red pigments can be an additional source of calcium, making the situation
worse. If you are running alkaline paper frequently or having magenta problems, consult your suppliers.
WATER TREATMENT
Water treatment has become a topic of interest to many printers these days. Considerable confusion exists about when it is needed and what the
various systems are capable of.
WHEN TO TREAT YOUR WATER
Water treatment may be required in the following situations;
Water companies using a number of sources for their water (e.g. wells and a reservoir)
that have significantly different conductivity, alkalinity or hardness.
The water has large seasonal variations.
The conductivity of the water is greater than 500 μS (microsiemens).
The water is very hard (more than 26ºdH hardness).
The conductivity varies by more than 200 μS (microsiemens daily).
TREATMENT SYSTEMS
Softening is an ion-exchange process that trades sodium (from salt) for the hardness metals. There is no change of alkalinity or
conductivity, but softening will prevent “calcium symptoms.” Since softening does not control alkalinity or conductivity, your process
is still subject to variations from the water. These appear as changes in the pH and conductivity of the press-ready solution. It is the least
expensive system, but is not very popular today. Deionizing (DI) removes all ions and produces very pure DI water. This approach is perfectly
suitable for lithography; however the logistics are often prohibitive. Approaches include the use of returnable tanks or installation of a self-
regenerating unit at your plant. The ease of the returnable tanks makes them a cost-effective answer for smaller sheetfed printers.
The self-regenerating units recharge themselves at regular intervals similar to a water softener, but require concentrated acid and caustic soda.
Their complexity effectively prohibits use at all but the largest of plants.
Reverse Osmosis [RO]
is a simple mechanical process that “squeezes” water through a membrane [Ask Vinatam for our RO cleaning Chemicals].
The undesired mineral content is flushed down the drain with a portion of the water used.
RO systems consist of a high-pressure pump, a membrane unit, and a storage tank.
These units can be sized anywhere from a home unit (450 litres per day) to large units that will produce thousands of litres per hour. Simplicity,
reliability, small physical size, and low cost make these attractive to any printer requiring water treatment.
BENEFITS – REAL OR IMAGINED
Generally there are no “miracle” benefits like a 50% reduction in the use of fountain concentrate, instant alcohol elimination, or
greatly improved print quality from using RO or DI water. However, there are two very real benefits. The first is process consistency.
The water becomes one more item that can be controlled and monitored. It does not change. The second is elimination of the undesirable side
effects of the hardening ions. Water becomes one more controlled variable that leads to optimum print quality and consistency.
Thus far, the chemical parameters of water and the three types of water treatment systems have been covered.
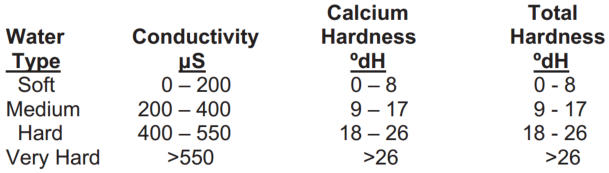
SUMMARY OF WATER DATA
CLASSIFICATION OF TAP WATER: Water - Conductivity - Calcium Hardness
These are only generalizations and, to be accurate, you should obtain a water analysis.
This will ensure the optimum complement of water and fountain chemistry.
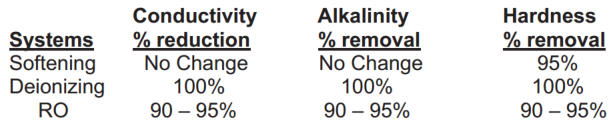
CHARACTERISTICS OF TREATED WATER
Systems - Conductivity reduction - Alkalinity removal - Hardness removal
Each treatment system will modify the raw water in a specific way. The following table shows what changes to expect.
RO = Reverse Osmosis
This concludes the discussion of the chemistry of water quality and treatment processes.
For additional information, consult the local water company, your fountain solution supplier Vinatam or local technical library.
The next topic is how to use this information to tell what is happening on press.
The relationship of conductivity, pH and printing performance is not generally well understood.
Conductivity is the more accurate and preferable method of monitoring fountain solution application.
pH, however, is still an important factor in assessing sensitivity, plate life, ink drying, etc., and should be checked regularly.
CONDUCTIVITY AND pH ON PRESS
CONDUCTIVITY
Conductivity is the ability of a solution to conduct electricity.
Small electrically-charged particles called ions can carry an electric current through water solutions.
These ions primarily come from the acids and salts in the fountain solution.
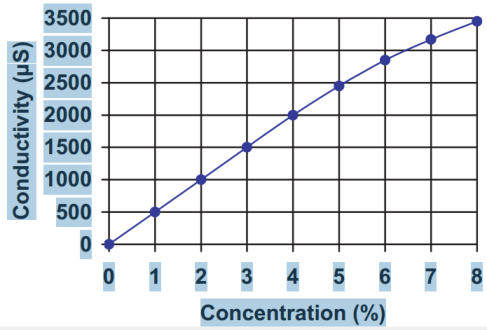
As more fountain concentrate is added to the water, the number of ions increases and so does the conductivity.
Conductivity (μS)
Notice how the curve is nearly straight until the concentration gets high. This near linear relationship allows you to easily match
conductivity to a specific concentration. No guessing is involved.
Most modern fountain solutions run well at conductivities between 1,000 and 2,500 μS (microsiemens) above the conductivity
of the water. These numbers represent the lower and upper concentrations of salts and acids that generally work best.
pH
pH has already been defined as a convenient way of expressing the number of hydrogen (acid) ions in a solution. The pH range
of 3.6-4.5 was found to be the optimum when using gum Arabic and aluminium plates. This mild acid solution gently etches the
plate and activates the gum molecules for maximum adhesion to the plate background. Keeping the pH in this range will also
prevent any chemical problems with ink drying.
pH BUFFERS
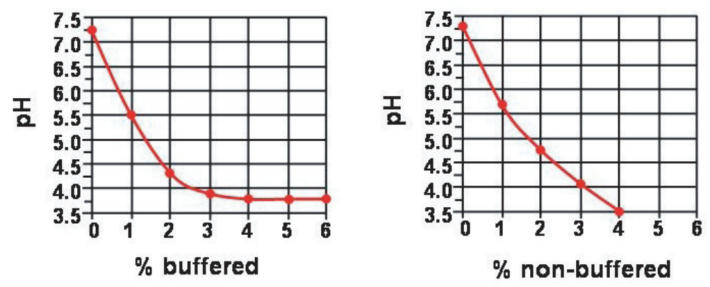
Buffered solutions resist changes in pH from the effects of varying alkalinity of water, concentration used or contaminants.
Look at the next two graphs. On the left, a buffered solution; on the right, an older design which was poorly buffered.
Notice that the buffered curve flattens out near pH 4.0 and then changes only slowly.
On the right, notice that the pH does not stabilise as more concentrate is added – the pH just keeps going down.
MAINTAINING PROCESS CONTROL
BENEFITS OF BUFFERED SOLUTIONS
Simply stated, buffered solutions are better because they tend to stabilize pH in the working solution regardless of changing
conditions. There are a number of important reasons to provide a constant pH.
1. Moderate changes in the amount of fountain concentrate used will not produce radical changes in pH.
2. These solutions tend to resist the effects of acid or alkaline contamination from paper, ink, plate cleaners, etc.
3. They require less attention from the press operators to maintain a good printing pH.
4. A constant pH, at the desired level, will maintain optimum desensitisation.
The material thus far has only been preparation for the most important question – What does all this really have to do with printing?
CONDUCTIVITY AS A Quality Control [QC] TOOL
Conductivity is your QC tool to tell how much fountain solution is being run. It is important to monitor because automatic dosers don’t always work
correctly and press crews may make mistakes from time to time. Run too weak – poor plate restarts or scum are likely.
Run too strong – you’ll have ink emulsification, blinding/stripping, or poor print quality.
Conductivity is also a tool that indicates what is happening to your fountain chemistry.
An “in-control” process will show small fluctuations in conductivity and pH as the working solution picks up minor amounts of contaminants.
Replenishment with fresh solution keeps these values close to their starting points.
The opposite “out-of-control” fountain solution shows large changes in pH and conductivity as the contamination overwhelms the fountain
solution. When this happens, the only choice is to eventually dump the tanks and start over with fresh solution.
MONITORING
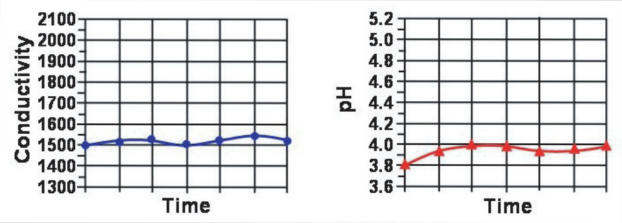
The following graphs show monitoring pH and conductivity as a function of time.
Notice that the pH and conductivity rise slightly after a few hours and then level off to a fairly constant value.
This is very normal and represents minor contamination.
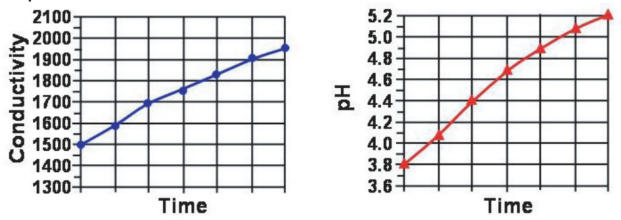
These two graphs represent a drastic contamination situation.
The conductivity and pH are rising rapidly.
Thus, the level of contamination is increasing faster than fresh solution is being added.
INTERPRETATION OF RESULTS
CONTAMINATION
If there are problems with plate sensitivity or poor print quality and you have detected a bad contamination situation, the only immediate option is
to dump the tanks. This is a temporary measure and you must investigate and eliminate the source of the problem as quickly as possible.
By all means, collect all information possible and contact your paper, ink, plate and fountain solution suppliers
and be prepared to discuss the following information:
1. Water data, pH and conductivity of fresh solution.
2. Data showing how the working solution is changing.
3. If you have individual circulators, which unit is a problem.
4. Printing symptoms, if any.
5. Use of fountain additive – what, how much and how often.
6. If a particular stock is a problem, the pH of that paper. Use a paper pH pen to determine.
7. Use of plate cleaners – which ones and how often used.
8. Microbial contamination.
pH EFFECTS
The pH of your fountain solution will affect the printing process in a number of ways:
1. Acids (pH range or 3.6 to 4.5) will gently etch the plate surface and keep it water-loving (hydrophilic).
They act like mild detergents and prevent ink or oily material from building up.
2. Too low a pH (less than 3.5) will over etch the plate surface and can actually cause plate sensitivity to ink.
3. A low pH will retard oxidative drying of inks (both sheetfed and web), although this does not generally occur until below pH 3.5.
The ovens on heatset presses remove the emulsified water and allow a lower pH to be run in web applications than in sheetfed.
4. If the pH drifts to the high side (4.5 to 5.5) you may notice some loss of desensitisation.
The etching ability of the fountain solution has been reduced, so consideration should be given to changing to a lower pH range fountain solution
or a fountain solution with a stronger buffer system.
SUMMARY
We have covered the nomenclature of water chemistry and the effects of alkalinity and hardness, categorised water by type, identified which
water treatment systems are available and what they will do for you. Also covered were the valuable tools available for establishing process
control of the fountain and interpreting the results. Whilst this has been a lot of information to digest, the whole process is really not that
complicated:
> Test and continue to monitor your incoming water.
> Work with your fountain solution supplier to get a good match of water and fountain solution.
> Carefully make up one litre of press-ready solution at the concentration you plan to run, say 3 to 4 percent (30-40 mL per Litre), and record the
mixed solution conductivity and pH. You can then compare your “control” data to on press conditions.
> Minimize the use of fountain additives that can throw your process out of control.
Correctly formulated, modern products from fujifilm DS / DSC and Vinatam will run without additional help.
> Establish a regular monitoring program for your fountain chemistry.
This will tell you exactly what is happening on press and you will be prepared to discuss press chemistry with your fountain solution, ink or plate
suppliers in the event of trouble.
All rights reserved. No portion of this materials may be used or reproduced in whole or part without prior written consent.
DS Chemport, Wikipedia, Vina Tam; this materials are copyright protecteted 2013, Vi Na Tam Co. Ltd. ©


Recommended Product:
STABILAT H 8000
STABILAT S 7000
Fountain Solution
for total alcohol free offset
printing
and
STABILAT D 2010 for
aclohol reduced printing.